▐ 投稿 刘剑
▐ 山西焦化集团公司炭黑厂 山西 临汾 041606
摘 要: 山西焦化集团公司炭黑厂有一套年产2万t/a软质生产线,主要生产产品N550、N660和N539。近年来,随着全球对环境保护的重视程度不断提高,各国纷纷出台了一系列环保政策,推动传统产业的绿色转型。2024年,中国发布了多项重要政策,如《节能降碳行动方案》和《全面实行排污许可制实施方案》,旨在通过政策引导和技术改造,实现节能减排和绿色发展。根据《山西锅炉大气污染物排放标准》DB14/1929-2019执行标准,废气中氮氧化物含量控制在≤50mg/m3以下,炭黑厂对软质生产线尾气燃烧炉进行了技术改造,增设SNCR和SCR脱硝反应装置及低氮燃烧器设备,生产装置投入正常运行后,在并尾气环节中出现了尾气燃烧炉前段尾气管线烧红问题,通过氧含量监测(最高11%)、可燃组分分析(CO12.5%、H24.2%)及燃烧动力学模拟,发现手机袋滤器氧渗入是主因。提出回流管线改造(氧含量降至3.8%)与氮气置换联锁方案,建立尾气氧含量≤4%的安全阀值,解决了管线局部高温大于650℃问题,可为低氧改造后尾气系统安全运行提供参考与借鉴。
关键字: 尾气燃烧炉;低氮燃烧器;尾气;氧含量
一、工艺简介及简图
炭黑软质生产线将预先配制好的原料油送入炭黑反应炉,产生的炭黑烟气经主袋滤器进行分离成尾气和粉状炭黑。尾气加压风机将分离出的80%尾气送至尾气锅炉产蒸汽,20%尾气送至尾气燃烧炉用于湿法造粒的干燥热源。主袋滤器分离出的粉状炭黑和排气袋滤器、再处理袋滤器分离出来的粉状炭黑,通过风送风机送至收集袋滤器,收集袋滤器通过风送风机和回流风机的压差控制,将粉状炭黑送至粉罐、造粒机和干燥机,干燥机为回转式干燥机,尾气燃烧炉燃烧后产生的烟气,大部分通过回转干燥机火箱,由脱硝风机送至脱硫塔,少部分直接与干燥机内的炭黑颗粒进行逆流换热,湿气经排气袋滤器过滤后送至脱硫塔。最终烘干后的炭黑颗粒经筛选、除铁屑后送至产品仓。工艺图见图1。
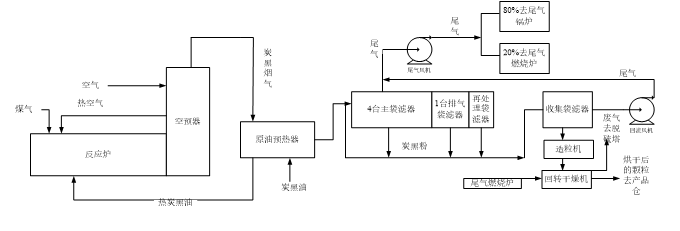
图1 炭黑收集及造粒干燥流程图
二、事件过程
2.1软质生产线投油正常后,要将袋滤器分离出来的尾气(尾气温度为200℃)通过尾气加压风机加压至(2~3)KPa后送至尾气锅炉和尾气燃烧炉,在往尾气燃烧炉并尾气过程中发现低氮燃烧器上端有约1米左右入口尾气管线烧红,经取样分析,监测结果如下见表1
表1 设备管道尾气氧含量监测结果
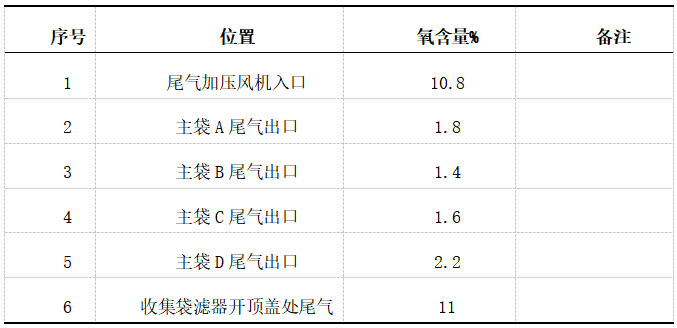
注:改造后出口增加放空阀(生产系统正常后此阀关闭加铅封)
2.2尾气组分:

3、燃烧动力学计算
根据燃烧反应CO+0.5 O2 CO2 ,过氧条件下单位体积尾气放热量:
Q=283.0kJ/mol x nco , V co =1m3 x 10.22% =0.1022 m3 = 102.2 L
nco = 102.2L/22.4l/mol ≈4.56 mol
Q=283.0kJ/mol x nco ≈ 1290.48 kJ
经过上述数据的分析,可知收集袋滤器中氧含量值高,通过对收集袋滤器中的烟气回流管线进行改造,在与尾气管线交汇处增加阀门。生产系统投料初期,停运排气袋滤器和再处理袋滤器,将回流风机出口烟气进行放空,再次进行并尾气时,尾气燃烧炉低氮燃烧器上端尾气管线未出现烧红现象,经检测尾气风机入口氧含量为3.8%,并尾气时,尾气燃烧炉一切正常,未发生管线烧红现象。
三、原因分析
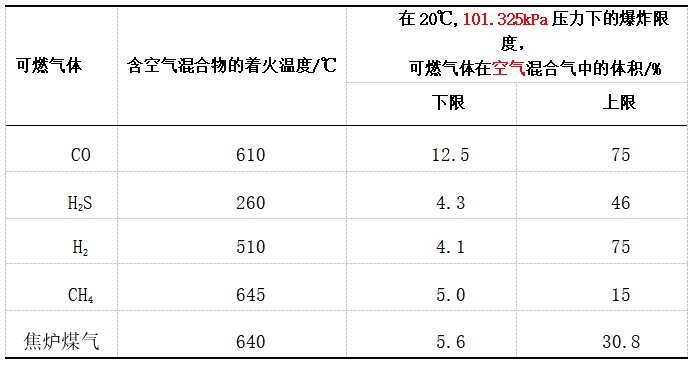
3.1尾气中含有可燃气体CO、H2S、H2、CH4,通过查阅相关资料对尾气成份中的可燃气体爆炸极限和着火温度进行分析,见表2。
表2 可燃气在常温常压下的爆炸限度
3.2国家只对煤气中的氧含量进行控制,如《工业企业煤气安全操作规程》(GB6222-86)规定,“焦炉煤气含氧量1%时报警,达2%时切断电源”,虽然目前未规定炭黑尾气氧含量限值,但根据NFPA 69-2019《防爆系统标准》,并与炭黑同行业进行交流分析,建议将氧含量低于LOC值的80%(即4.16%),本研究取4%为安全上限值。
3.3 现场设备异常时相关图例
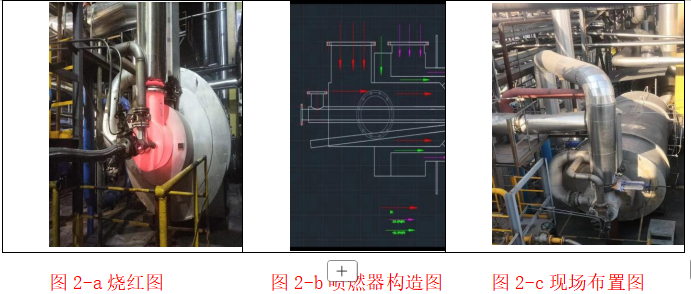
综上所述,通过现场图片和设备构造分析,结合尾气特性和组分,尾气燃烧炉在并尾气操作时,尾气温度控制在200℃左右,炭黑尾气中的氧含量应控制在4%以下较为安全。一旦尾气管线出现烧红现象应立即切断尾气,并及时进行灭火处置。
四、行业应用与标准化建议
4.1对产品质量的影响
干燥机烘干炭黑颗粒主要影响指标为水分、pH值、粒子破碎及团聚现象。其中炭黑颗粒若不能进行烘干,水分超标,制造出来的轮胎和胶制品会出现气泡,可直接定性为质量事故,因此对炭黑颗粒中的水分控制体积指标在1%以下。烘干效果较好时可使炭黑pH值控制在9.5左右(控制指标8~10%),且无粒子破碎及团聚现象。改造后能使炭黑产品质量快速调节成合格品,降低成本管控。
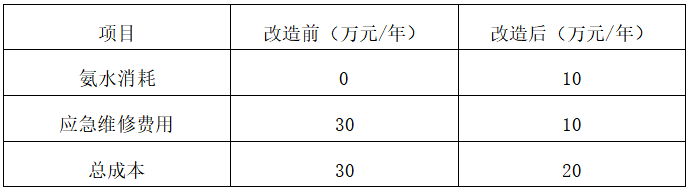
4.2改造前后运行成本
4.3行业标准提案
建议在《炭黑尾气安全技术规范》中增设相关条款:尾气系统氧含量应连续监测,报警阀值3%,联锁切断阀值5%,氮气置换合格标准≤2%。
五、下一步改造计划
5.1将回流风机出口管线进行改造,由原先的接入尾气放空管线改为接入排气袋滤器排气管线,杜绝空气进入尾气总管线造成燃爆事件发生。
5.2并尾气操作时,先将尾气管线进行氮气置换,以15m3/min流速注入氮气,待尾气管道内氮气置换合格后(氧含量低于1%),再进行并尾气操作,尾气风机前压力增加至2.5kPa时,开始对尾气水封排水送尾气。
5.3在入尾气燃烧炉尾气管道上增设氧分析仪(型号GPro500)与紧急切断阀联动,超标时0.5s内切断气源,切断尾气后氧含量稳定在4%以下,管线表面温度由大于600℃下降至90℃以下。
5.4尾气燃烧炉低氮循环燃烧器要严格根据操作规程进行操作,对轴向风和径向风要根据燃料燃烧情况和SCR反应器出口氮氧化物数据进行操作。
参考文献:
1、张红兴.炭黑尾气氧含量安全限值的探讨。山西化工 2023.
2、汪莉.焦炉煤气含氧量的现状及影响因素的探讨【J】.工业安全与防尘 1998(5),30-31
3、李炳炎.炭黑生产与应用手册 化学工业出版社 2000
4、纪宝祥.炭黑湿法造粒技术探讨 【J】.炭黑工业 2003(4),8-9
5、王磊.低氮燃烧器在炭黑尾气处理中的防爆优化[【J】.化工安全与环境,2022,35(6):45-49.
6、国际标准:EPA . Nitrogen Oxides(NOx) Control Regulations for industrial Boilers[R].2021.
作者简介:刘剑,男,1983年出生,毕业于太原理工大学,本科,工程师,研究方向为炭黑生产工艺。