刘江红,李义彬,李岗领,马宝亮(龙星化工股份有限公司,河北 邢台 054100)
摘 要:本文从分析橡胶制品的喷霜入手,对橡胶制品表面泛彩的成因进行了类比分析研究,并根据实践经验从炭
黑性质方面提出了改善这种泛彩现象的措施。
关键词:橡胶制品;泛彩
1 问 题
混炼胶或硫化后橡胶制品的表面在停放过程 中呈现出不同颜色的现象,主要有泛蓝、泛红或泛 彩等,统称为泛彩。泛彩现象并不影响其使用性
能,但对生产彩色或浅色要求高的制品(如胶鞋、 玩具等日用品)来说,这种问题是不可接受的,会 导致直接退货或拒收。
橡胶泛彩的实质是胶料内部带有发色基团的 分子迁移到表面并附着在表面的结果。分子中含 有碳碳双键、羰基、醛基、羧基、偶氮基、亚硝基、
碳硫双键等基团的物质,吸收某种波长的光,而不 吸收另外波长的光,太阳光照射后反射光呈现出 不同的颜色。因此把这些基团称为“发色基团/发
色团”。当含有发色团的一种或多种物质迁移到 胶料表面时,胶料表面就会带有一种或多种颜色, 出现泛彩现象。
2 分 析
理论上说,胶料表面的泛彩机理是:混炼时加 入的操作油或防老剂在停放时迁移至橡胶的表 面,这种油膜或含有发色基团,使得胶料表面呈彩
色。彩色一定不是来源于炭黑,然而客户在实践 中往往发现在使用不同厂家或不同批次的炭黑时 的情况不同,有的时候更换了炭黑厂家,这种现象
就会得到好转。我们曾经认为炭黑表面的残留油 造成了这种问题,观察炭黑被煮沸后水溶液的表 层,挑选水面更干净的、甲苯透光率更高的产品进
行调试,然而也没有解决问题。
由于泛彩是在特定的情况下才发生的现象, 我们日常按照国标做出的胶片并没有泛彩现象。 为了便于类比理解,我们扩展一下橡胶表面喷出 的范围。
胶料表面喷出现象主要有以下三种类型:
1) 喷霜,胶料内部的硫磺等无机物配合剂自 动地从胶料内部向胶料表面迁移,形成一层白霜 的现象;
2) 喷油,胶料内部的液体增塑剂等物质向表 面迁移形成油滴或油膜的现象;
3) 喷彩,胶料内部的发色基团向表面迁移, 表面出现彩虹颜色的现象。
相比喷油和喷彩,喷霜的现象更为常见。喷 霜的实质是胶料内部结晶性配合剂前移到胶料 表面重新结晶的结果。混炼好的生胶,在室温存
放一段时间之后,表面不可避免地会覆有一层 白霜。这种白霜是不连续的。经过比较发现,我 们发现当空气湿度大时,胶料表面出现喷霜的
现象增多;胶料被人手接触过的部位更容易出 现喷霜;胶料与桌面接触过的地方更容易出现 喷霜。
选择一块表面已出现部分喷霜现象的胶片, 放在普通光学显微镜下观察。见图 1。
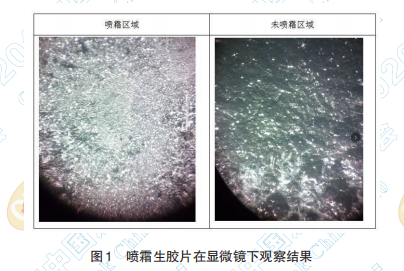
从图1可以看出,右图未喷霜区域显示的是正 常的橡胶混炼的状态,填料被充分分散至胶料之 间。而左图中,填料富集到了胶料的表面。这里
看到的不是填料在胶料中的均匀分散,而是填料 的富集和非均匀化。
影响胶料喷霜的因素一在于配合剂与胶料的 相容性,相容性好,配合剂不倾向于迁移,反之则 倾向于迁移。我们可以把这一问题看成配合剂在
橡胶中的溶解性,其溶解过程有热力学方程:
△ G= △ H-T× △ S
△ H=Vm×(δ1-δ2)2 ×ψ1ψ2
式中,△ G——溶解吉布斯自由能
△ H——溶解焓变
T——溶解温度
△ S——溶解熵变(溶解过程△ S>0)
Vm——胶料总体积
δ1、δ2——配合剂及橡胶的溶解度参数
ψ1、ψ2——配合剂及橡胶的体积分数
当△ G
当δ1=δ2时,△H=0,△G<0,热力学相容, 任何温度下不喷出;
当δ1、δ2相差较小时,T升高,△G<0,工艺 相容,降低到某温度以下时喷出;
当δ1、δ2相差很大时,即使T升高,△G>0, 完全不相容,任何温度下均喷出;此时只有 ψ1很 小(配合剂量很小)、温度较高时△
G<0,降低到 某温度以下时喷出。
为了验证温度对喷出的影响,我们将按照 GB37782011 方法新混炼的天然胶复合胶片(包括 从N134到N774之间不同的炭黑品种),立即放置
在0~10℃的室外环境中存放24h,然而均没有看到 喷霜或泛彩的现象。反而室温下长时间存放的胶 片有明显的喷霜现象。这种现象说明,按国标方
法混炼的胶片,其配合剂和胶片之间是热力学相 容的,降温不会造成配合剂的析出。
影响胶料喷霜因素二在于配合剂亲水性及盐、 水的影响。手摸过的胶料表面,由于水分、盐分的 影响,内部的亲水的配合剂向表面迁移,会造成胶
片表面的喷霜现象,所以在我们肉眼看来表面比较 均匀的胶片,却存在着一种极细微的差别,而正是 这极细微的差别导致了配合剂等物质的定向运动。
那么,喷油、喷彩现象是否也是配合剂和胶料 之间的不均匀分布造成的呢?答案是肯定的。因 为我们看到的多数泛彩的胶料,仅在其少数部位
出现这种现象,而不会是整体的泛彩。也就是存 在着这种可能性,这种带发色基或助色基的物质 在某种情况下出现了区域富集现象,亦即部分区
域的发色基或助色基的含量高于其它区域,导致 成型的产品表面出现泛彩现象。
彩色油脂是不亲水的,自然与喷霜的成因不 同,泛彩现象是在硫化后的成品表面出现的。所 以,大概率上可以确定是胶料混炼的不均匀造成 了泛彩现象。
根据上述的结论,首先人们容易想到的就是混 炼的方法。事实上,没有一个单一而简单的方法可 以确定混炼是否处于其最佳状态。混炼恰如其分的
测量和标准通常取决于产品的应用场合。对于普通 轮胎的应用而言,普通的判据就是取得最高生产率 的同时获得满意水平的炭黑分散以及满意的物理
指标性能。当胶料出现泛彩现象时,其物理指标测 试往往是合格的,亦即对于物理指标而言,这种胶 料的分散已经达到了其要求。然而表面色泽的要求
是一个要求更高的标准,在这种标准下,胶料和配 合剂的分散还远没有达到标准。
按照这一逻辑,如果必须从炭黑的质量方面 改善,那么改善炭黑在胶料中的分散性能将改善
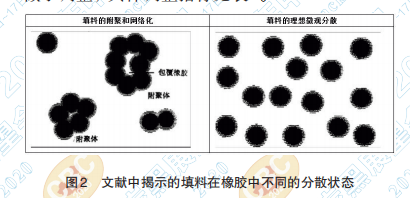
胶料的泛彩现象。炭黑在胶料中分散性若不好,则必然存在着微观分散不良的现象,即在橡胶中 部分炭黑仍以附聚体的形式存在,见图2。形成的
附聚体将比胶片的其它部位更容易吸附操作油等 液体物质,在混炼中这部分胶料若分布在成品的 表面,就很可能发生泛彩现象。
3 结 果
按照上面的逻辑分析,我们对产品参数略微 做了调整,具体调整指标见表 1。

从表1看,调整产品的粒子强度后,客户反馈 胶料的泛彩现象有改善。从我方的测试结果看, 胶料的邵氏硬度降低了5个值,也符合胶料分散性
改善后硬度降低的理论。
当然,以上我方掌握的数据还很少,认识尚比 较肤浅,关于这一问题还需要长时间持续的摸索 与总结。
参考文献
[1] 橡胶喷出泛彩等现象理论分析及解决,吴明生,百度 文库.
[2] 聚合物-填料和填料-填料相互作用对填充硫化胶动态 力学性能的影响,王梦蛟,2000(10):601,轮胎工业.








