李龙辉,刘丽芬,郑慧粉 (云南云维飞虎化工有限公司技术品保部,云南 沾益 655338)
摘 要:炭黑在橡胶行业中作为很重要的一种补强剂,不仅能提高橡胶制品的强度,而且能改进胶料的工艺性能,赋
予制品耐磨、耐撕裂、耐热等多种性能,延长制品的使用寿命。在轮胎的胎面磨损和滚动阻力方面起着至关重要的作用。
公司生产的N234产品在分析过程中经常出现NSA或STSA不合格的情况,而吸碘值、吸附比表面积检测合格,随着下游客
户对质量要求提高,氮吸附成为七项指标之外的必判指标之一,本文通过实验室比对、多元线性回归等方式寻找线性关系,
并通过关系式查找生产、分析方面的问题,查找指标差异的原因,旨在提高氮吸附指标的合格率。
关键词:炭黑;比表面积;数理统计分析;多元线性回归
1 前 言
吸碘值、CTAB、NSA、STSA 这四项指标反映 炭黑粒径大小和比表面积,比表面积是指单位质 量或单位体积内炭黑粒子表面积的总和,炭黑的
比表面积分为外比表面积、内比表面积和总比表 面积。比表面积与粒径成反比,炭黑的粒径越小, 比表面积越大,结构性越高,对橡胶的补强性能越
好。硫化胶的硬度、拉伸强度、定伸应力等性能在 一定用量范围内随炭黑粒径的减小而上升。炭黑 比表面积是炭黑重要指标,比表面积大的炭黑,特
别是外比表面积大的炭黑,在橡胶应用中赋予橡 胶优异的补强性能,不仅能提高橡胶制品的硬度 和机械强度,而且能改进胶料的工艺性能,赋予制
品分散、耐磨、耐撕裂、耐热等多种性能,延长制 品的使用寿命。在提高轮胎的胎面磨损和滚动阻 力方面起着至关重要的作用[1]。
众所周知,在炭黑生产工艺过程中,在质检分 析方法统一的前提下,可以通过对工艺调整来控 制炭黑的比表面积,比较直观的调整方式是通过
调整风油比、燃烧温度、水枪位置来实现,而在工 艺调整过程中,吸碘值、CTAB、NSA、STSA 的关 系又相互影响,掌握四者之间的影响关系,对炭黑
产品化学指标的控制至关重要。
2 2017 年—2018 年 1# 线生产 N234 产 品比表面积合格率情况
统计 2017 年—2018 年 1# 线生产 N234 比表面 积指标合格率情况,列于下表:
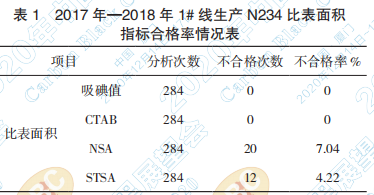
通过统计可以看出,2017 年—2018 年我公司 1#线生产的N234产品表征比表面积的四项指标,
吸碘值指标合格率100%,CTAB指标合格率100%, NSA指标合格率92.96%(不合格率7.04%),STSA 指标合格率 95.78%(不合格率
4.22%),在吸碘 值、CTAB 合格的情况下,NSA、STSA 指标均出现 不合格情况,致使全年的产品合格率受到影响。
3 2017 年—2018 年 1# 线生产 N234 产品比表面积指标趋势图
为进一步查看各项指标的稳定性情况,我们 进行如下统计分析,各项指标趋势分布如下图1、 图 2、图 3、图 4:
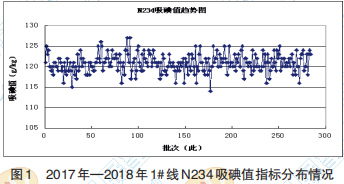
从上图可以看出 N234 吸碘值指标均在 3778- 2011国标控制范围内,55%的数值在中值以上,中 值以上和中值以下数值几乎平均分布。
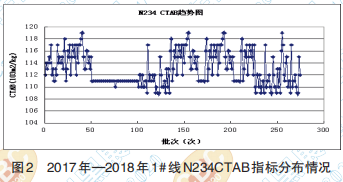
从上图可以看出 N234 CTAB 指标波动大,虽 然指标均合格但大多数数值接近下限值。
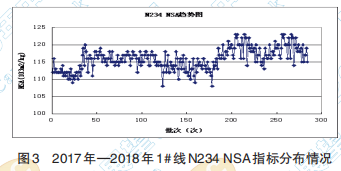
从上图可以看出N234 NSA指标分布较离散, 有不合格的指标出现,且大多数数值接近下限值。
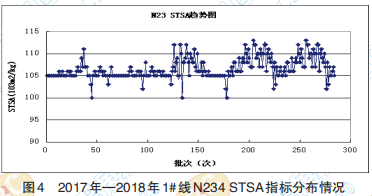
从上图可以看出N234 STSA指标分布较离散, 有不合格的指标出现,且多数指标刚达到数值。 从上面各项指标的趋势图来看,各项指标的
波动性较大,为进一步查看指标稳定性,计算各项 指标的 CP 值。
4 2017 年—2018 年 1# 线生产 N234 产 品比表面积的稳定性
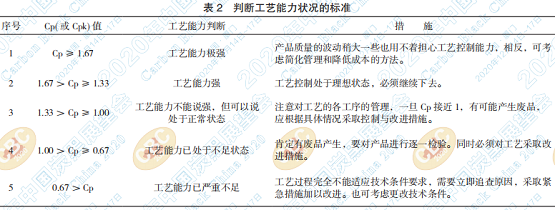
ASTM D4583-95[2]针对炭黑生产的特点,借用 过程能力指数的计算原理和方法,规定了炭黑生 产的工艺指数的计算方法,并以此作为定量评价
工艺控制稳定性和所产产品的质量与技术条件间 的符合性的依据。该标准简单实用,作为一种统 计技术,可以很好地指导炭黑生产的工艺过程控
制,在发达工业国家和管理水平高的企业,该方法 已得到很好的应用。炭黑生产使用这一统计技术, 我们可以从质量指标的稳定性反向推理我们的工
艺控制水平,通过调整工艺过程控制并最终促使 炭黑产品整体质量水平的提高。表 2 为 CP 值计算 对工艺控制能力的判断。
下表是我公司 2017 年—2018 年 1# 线生产 N234 比表面积质量指标的 CP 值计算表 3。

从 CP 值来看,表征比表面积的四项指标只有吸碘值、STSA 的 CP 值在 1.33>Cp ≥ 1.00 范围内,
工艺能力处于正常状态;CTAB、NSA 的 CP 值在 1.00>Cp ≥ 0.67 范围内,工艺能力处于不足状态。
从上面的趋势图和 CP 值来看,表征比表面积 的四项指标稳定性差,下面我们从分析手法和工 艺控制两方面查找原因,寻求解决方法。
5 质检分析方面
5.1 采用标样校核验证仪器的准确性
首先我们在进行CTAB指标检测前,利用工业 着色参比炭黑ITRB进行测定,以OT溶液消耗量为 纵坐标,以试样质量为横坐标做曲线,最小二乘法
计算斜率和截距,然后进行线性回归,其相关性为 0.99,其相关性较好,再来检测SRB3#和TRC4#的 标样结果,其分析结果如下表 4:

从标样的分析结果来看,我公司质检中心操 作分析人员的检测结果均在标样值范围内,且接 近中值。
其次我们也验证氮吸附测定仪的稳定性,其 随机标样检测值如下:

从标样的分析结果来看,我公司质检中心操 作分析人员的检测结果均在标样值范围内,且在 中值以上。
从以上标样校核的结果来看,分析仪器正常, 能满足分析要求。
5.2 我质检中心与其他实验室比对情况
为了进一步验证我公司质检中心操作人员分 析手法是否存在问题,我们采取与其他实验室进 行比对,比对情况下:

从上表实验室比对情况来看,我公司质检中 心操作人员的分析手法与其他实验室分析手法一 致,且分析结果均在再现性范围内。
从以上验证结果表明,我实验室的设备仪器 及人员操作分析手法不存在问题,比表面积的不 合格及不稳定应从工艺控制方面查找原因。
6 我公司 1# 线生产的 N234 比表面积相 关性分析
6.1 STSA 与吸碘值的相关性分析
通过对2017-2018年1#线N234 STSA与吸碘值 指标的统计,应用线性回归的方法查找两者之间 的关联性,其回归关系如下图 5:
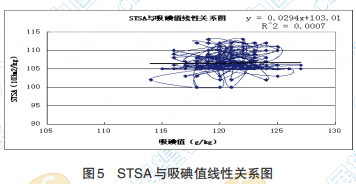
N234 STSA其3778-2011标准的控制范围为: 105-119,从回归关系式来看,吸碘值与 CTAB 的
关联性为:y=0.0294x+103.01,其二者的关系为: 吸碘值靠上限,STSA值越大;吸碘值靠下限,STSA 值越小。
6.2 STSA 与 CTAB 的相关性分析
通过对 2017-2018 年 1# 线 N234 STSA 指标与 CTAB指标的统计,应用线性回归的方法查找两者 之间的关联性,其回归关系如下图
6:
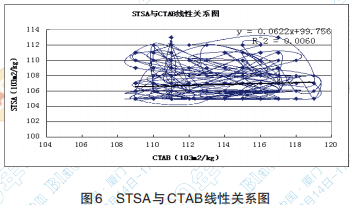
N234 STSA其3778-2011标准的控制范围为: 105-119,从回归关系式来看,STSA 与 CTAB 的关 联 性
为:y=0.0622x+99.756,其 二 者 的 关 系 为: CTAB 靠上限,STSA 值越大;CTAB 靠下限,STSA 值越小。
6.3 STSA 与 NSA 的相关性分析
通过对 2017-2018 年 1# 线 N234 STSA 指标与 NSA指标的统计,应用线性回归的方法查找两者之 间的关联性,其回归关系如下图
7:
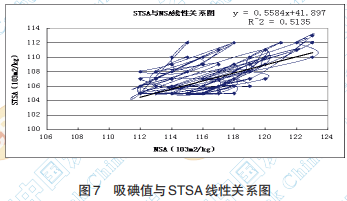
N234 STSA其3778-2011标准的控制范围为: 105-119,从回归关系式来看,STSA 与 CTAB 的关
联性为:y=0.5584x+41.897,其二者的关系为:NSA 靠上限,STSA值越大;NSA靠下限,STSA值越小。
从以上回归分析来看,吸碘值、CTAB、NSA 与 STSA 成正比例关系,但线性关系较差。
7 国标炭黑 STSA 与 CTAB、NSA、吸碘 值的相关性分析
STSA(SSA)与 吸 碘 值(IA):SSA=0.7550*IA+ 2.8649 R2 :0.7738
STSA(SSA) 与 CTAB(CSA):SSA=0.9060*IA- 1.2964 R2 :0.8115
STSA(SSA) 与 NSA(NSA):NSA=0.8560*IA+ 2.1404 R2 :0.8103
从以上回归分析来看,CTAB、NSA、吸碘值 与 STSA 成正比例关系,且线性关系较好。
8 小 结
从我公司生产的N234与国标炭黑比表面积线 性回归关系对比来看,虽然STSA与CTAB、NSA、 吸碘值的相关性均成正比例关系,但我公司线性
关系较差。结合以上的分析说明我公司生产控制 存在问题,在指标调整控制方面没有统筹兼顾,为 了提高比表面积的指标合格率,进一步验证四项
指标之间的相关性,我们采用多元回归的方式来 查找四项指标之间的相关性。
9 比表面积的相关性分析
在一元线性回归模型中,解释变量只有一个。 但在实际问题中,影响因变量的变量可能不止一 个,当解释变量的个数由一个扩展到两个或两个
以上时,一元线性回归模型就扩展为多元线性回 归模型,下面我们借助 SPSS 软件建立回归模型, 采用最小二乘法原理进行模型估计与预测[3]。以吸
碘值、CTAB、NSA、STSA 指标数据做支撑,因为 了提高STSA的指标合格率,设Y(SSA)为因变量,
X1(IA)、X2(CSA)、X3(NSA)为自变量,其因变 量与自变量的线性回归模型为:
Y=β0+β1X1+β2X2+…+βpXp+ε
模型中当 p=1 时,即上式为一元线性回归模 型,当 p ≥ 2 时,上式为多元线性回归模型,β0, β1,…,βp是 p+1
个未知参数,β0称为回归常数, β1,β2,…,βp称为回归系数,ε为随机误差。
用2019年1-10月份比表面积数据确定模型参 数,然后用2019年11月份的数据来验证模型的可 靠性和实用性。
求得,其回归系数0-3,分别为:8.449、0.121、 0.033、0.701
Y=8.449+0.121X1+0.033X2+0.701X3
9.1 回归方程的拟合优度检验
拟合优度用于检验样本回归直线对观测值的 拟合度,在一元线性回归方程中,用判定系数 R2 衡量估计方程对样本对观测值的拟合程度,在多
元线性回归方程中,同样也可以,R2 的值越接近 1,表明回归方程对实际观测值的拟合度效果越 好。模型整体拟合效果见表 7:

上表给出了模型整体拟合效果的概述,模型 的拟合优度系数为 0.992,模型拟合效果较好。
9.2 回归系数的显著性检验
方差分析表见表 8
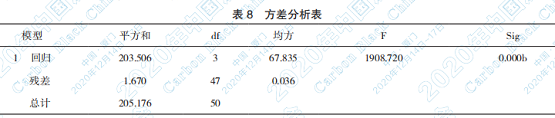
方差分析表,模型的设定检验F统计量的值为 1908.720,显著性水平的值几乎为零,说明因变量 与自变量的线性关系明显。
9.3 模型的可靠性和实用性的检验
利用2019年11月份的数据来验证模型的可靠 性和实用性,如下表 9:
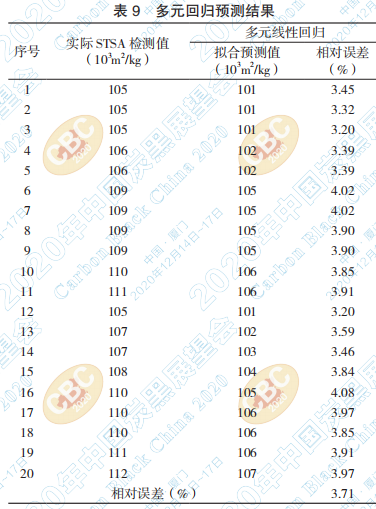
数据分析得到平均相对误差为 3.71%,小于 5%,该模型能满足要求。
9.4 控制参数的确定
通过多元线性回归分析,得出化学指标吸碘 值控制在中值以上、CTAB 控制在 115 以上、NSA 控制在 117 以上,其 STSA
指标的合格率较高。
10 结 论
本文通过采用多元线性回归方式,查找比表 面积之间的相关性,将N234炭黑的吸碘值、CTAB、 NSA指标控制在最佳范围内,不但可以提高炭黑质
量的稳定性,而且可以提高 STSA 指标的合格率, 此项工作的开展为稳定产品质量,提高产品合格, 为进一步提高企业的竞争力,提升企业的生存空
间奠定基础,意义重大。
参考文献
[1] 李炳炎 . 炭黑生产与应用手册 . 化 学 工 业 出 版 社, 2000.9.
[2] ASTM D4583-95炭黑——依据工艺控制数据计算工艺 指数.
[3] 多元线性回归统计预测模型.伊犁师范学院数学与统 计学院,2012届本科毕业论文.








