黄 黔,黄 凯(贵州轮胎股份有限公司,贵州贵阳 550008)
作者简介:黄黔(1979-),女,贵州赤水人,贵州轮胎股份有限公司助理工程师,学士,主要从事品质保证管理工作和技术管理工作。
炭黑N642是新工艺低结构通用炉黑,兼具高定伸炉黑的高定伸应力、快压出炉黑的良好加工性能、半补强炉黑的高弹性和细粒子炉黑的耐屈挠性能,广泛应用于轮胎帘布胶和内胎胶中。本工作研究炭黑N642在轮胎胎肩胶中的应用。
1 实验
1.1 主要原材料
NR,20#标准胶,泰国产品;氧化锌,贵州中江矿业发展有限公司产品;硬脂酸,江苏中鼎化学有限公司产品;炭黑N330,N660和N642,重庆索特星博化工有限公司产品;芳烃油,河南洛阳市洛北福利石油化工厂产品;白炭黑,山东海化集团有限公司产品;防老剂4020和RD,中国石化集团南京化工厂产品;硫黄,贵阳金轮橡塑辅料厂产品;促进剂NOBS,沈阳东北助剂化工有限公司产品。
1.2 主要设备和仪器
GK270型密炼机,益阳橡胶塑料机械集团有限公司产品;OOC型3
L密炼机,美国法雷尔公司产品;LJ-150型开炼机和XLB-500×500型平板硫化机,青岛巨融机械技术有限公司产品;M200E型橡胶门尼粘度仪、R100E型橡胶硫化仪、T2000E型电子拉力机和Y3000E型压缩升热试验机,北京友深电子仪器有限公司产品。
1.3 配方
生产配方:NR 100,炭黑N330 10,炭黑N660 35,白炭黑 5,氧化锌 10,硬脂酸 2,防老剂4020 1,防老剂RD 1.5,芳烃油 5.5,防焦剂CTP 0.2,硫黄 2.5,促进剂NOBS 1.3,其它 2.5。试验配方:采用40份炭黑N642替代35份炭黑N660,其余均同生产配方。
1.4 试样制备
(1)小配合试验
小配合试验胶料在3 L密炼机中采用二段混炼工艺混炼。一段混炼转子转速为80 r·min-1,混炼工艺为:生胶和小料→压压砣30
s炭黑和油→压压砣125℃提压砣→排胶(160℃)。一段混炼胶停放16 h后进行二段混炼。二段混炼转子转速为40
r·min-1,混炼工艺为:一段混炼胶和硫黄、促进剂→压压砣75℃提压砣→排胶(90℃)。胶料在开炼机上下片,停放16 h后进行硫化。
(2)大配合试验
大配合试验胶料在GK270型密炼机中采用二段混炼工艺混炼。一段混炼转子转速为40r·min-1,混炼工艺为:生胶和小料→压压砣30
s提压砣→炭黑130℃提压砣→油→排胶(160℃)。一段混炼胶停放8 h后进行二段混炼。二段混炼转子转速为20
r·min-1,混炼工艺为:一段混炼胶和硫黄、促进剂→压压砣60 s提压砣→排胶(100℃)。胶料在开炼机上下片,停放16 h后进行硫化。
1.5 性能测试
胶料各项性能均按相应国家标准进行测试。
2 结果与讨论
2.1 理化分析
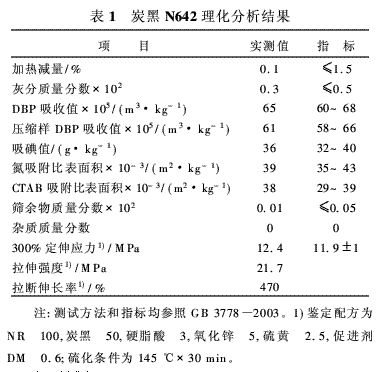
炭黑N642的理化分析结果见表1。从表1可以看出,炭黑N642的理化性能达到国家标准优等品指标要求。
2.2 小配合试验
小配合试验结果见表2。
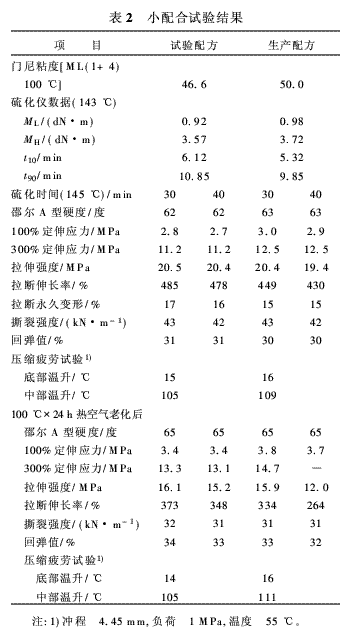
从表2可以看出,试验配方胶料的硫化速度与生产配方胶料相差不大;试验配方硫化胶的拉伸强度、拉断伸长率和压缩疲劳温升略优于生产配方硫化胶,定伸应力较生产配方硫化胶略有减小,其余物理性能与生产配方硫化胶基本一致。小配合试验结果表明,采用炭黑N642增量替代炭黑N660用于胎肩胶可在不破坏胶料各项性能的前提下改善胶料的生热性能。
2.3 大配合试验
根据小配合试验结果,采用试验配方进行了大配合试验。由于试验配方中炭黑用量增大了5份,为解决加工工艺和炭黑分散问题,对混炼的填充因数进行了调整,并制定合理的混炼工艺(具体见试样制备部分),以使试验配方胶料和生产配方胶料具有相同的挤出加工性能。大配合试验结果见表3。
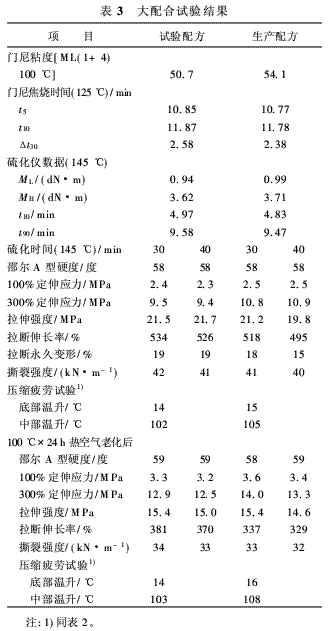
从表3可以看出,试验配方和生产配方胶料的硫化速度基本一致,焦烧时间大体相同。试验配方硫化胶老化前后的拉伸强度、拉断伸长率、撕裂强度和压缩疲劳温升略优于生产配方硫化胶,定伸应力略小于生产配方硫化胶。与小配合试验保持了较好的重现性。
2.4 成品性能
采用试验配方胶料进行胎肩胶挤出生产,并成型硫化了两条235/85R16
10PR规格轮胎,分别进行高速性能试验及耐久和低气压耐久性试验,结果见表4。
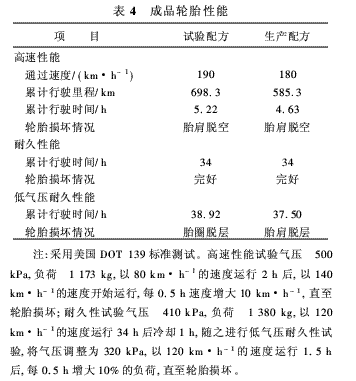
从表4可以看出,就高速性能而言,试验配方轮胎较生产配方轮胎提高了一个速度级别;试验配方轮胎低气压耐久性能也优于生产配方轮胎。此外,经核算,采用炭黑N642增量替代炭黑N660后,胎肩胶成本每千克降低0.25元,经济效益显著。
3 结论
在轮胎胎肩胶中采用炭黑N642增量替代炭黑N660,在基本保持胶料物理性能的情况下可明显改善胶料的生热性能,提高成品轮胎的高速性能和耐久性能,同时可降低成本,经济效益显著。








