徐春燕,吴友平,赵素合(北京化工大学北京市新型高分子材料制备与成型加工重点实验室,北京 100029)
作者简介:徐春燕(1982-),女,湖北随州人,北京化工大学在读硕士研究生,主要从事纳米粉体增强复合材料方面的研究。
橡胶中添加炭黑、白炭黑等是其主要补强方式,填料加入到橡胶中能与基体形成不溶于橡胶良溶剂的结合橡胶。橡胶分子链的部分链段通过物理或化学作用吸附于填料表面,同一段橡胶分子的不同链段被不同填料粒子吸附而起到桥梁作用,并包裹填料,高分子链相互缠结在填料表面形成不溶的结合橡胶层。研究表明,结合橡胶含量随混炼胶停放时间的延长而增大,最后达到饱和;结合橡胶的稳定过程是一个小分子链逐步被大分子链取代的过程[1]。因此,橡胶的相对分子质量是影响结合橡胶的重要因素。
本工作研究SSBR相对分子质量和分子结构对白炭黑/SSBR复合材料界面以及硫化胶性能的影响。
1 实验
1·1 主要原材料
SSBR,苯乙烯质量分数为0.235~0.25,锡偶联型SSBR(编号为P1),牌号2305(偶联度40%),中国石化北京燕山石油化工股份有限公司产品;锡偶联型SSBR
(编号为P2),偶联度100%,自制;线形SSBR (编号为P3),牌号T2000R,中国石化上海高桥石油化工公司产品;白炭黑,牌号为TOKUSIL
255,江西南吉化学工业有限公司产品;偶联剂Si69,南京曙光化工集团有限公司产品。
1·2 基本配方
SSBR 100,白炭黑 50,偶联剂Si69 3,氧化锌 3,硬脂酸 2,防老剂4010NA 1,促进剂D 1.25,促进剂CZ 1.5,石蜡 1,芳烃油 10,硫黄 1.5。直接共混法不需加偶联剂Si69。
1·3 试样制备
(1)直接共混(Z系列,P1,P2和P3共混后分别编号Z1,Z2和Z3):常温下将SSBR在Фl60mm×320
mm型开炼机(广东湛江机械厂产品)上包辊后,加入白炭黑共混均匀,下片。
(2)原位改性(C系列,P1,P2和P3改性后分别编号C1,C2和C3):与直接共混一样,将白炭黑加入到SSBR中并同步加入偶联剂Si69,混炼完毕后,于Haake流变仪(美国Thermo
Electron公司产品)中145℃×6.6 min热处理即可。
1·4 测试分析
(1)结合橡胶含量测定
混炼胶常温下停放15 d后,取2 g左右,准确称取质量(m1),将其剪成约2 mm3的颗粒,放入孔径75μm的钢丝笼于甲苯溶剂中浸泡72 h,每24
h更换一次溶剂;然后放入丙酮中浸泡24 h以洗掉残余甲苯,在60℃真空烘箱中烘干至质量恒定,准确称取剩余质量(m2)。结合橡胶质量分数(w)按下式计算:w
=[m0-(m1-m2)]/m0式中,m0为m1中的橡胶质量。
(2)相对分子质量测定
取适量浸泡过混炼胶的甲苯溶剂滴入乙醇溶剂中,萃取出溶解在甲苯中的橡胶,将萃取物烘干后,采用美国Waters公司生产的515-2410型凝胶渗透色谱仪(GPC)进行橡胶相对分子质量测定。
(3)动态性能分析
采用美国埃迩法科技有限公司生产的RPA2000型橡胶加工分析仪进行加工性能测试,测试条件为:应变扫描范围 0.28%~200%,温度 60℃,频率 1
Hz。
(4)物理性能测定
按GB/T 528—1998和GB/T 529—1999在深圳市新三思计量技术有限公司生产的CMT4104型电子拉力试验机上进行物理性能测试。
(5)阿克隆磨耗量测定
按GB/T 1689—1998在长沙仪表机床厂生产的MH-74型磨耗试验机上进行耐磨性能测试,试样与砂轮角度为15°,受力为26.66
N,行程为1.61 km。
(6)塑炼效果分析
将纯胶在Фl60 mm×320 mm开炼机上薄通7次,用北京环峰化工机械实验厂生产的MV-C3型门尼粘度仪测试塑炼前后橡胶的门尼粘度值。
(7)透射电子显微镜(TEM)分析
硫化胶的微观结构分析使用日本日立公司生产的H-800型TEM,加速电压为19 kV。
(8)扫描电子显微镜(SEM)分析
采用英国剑桥公司生产的S250-Ⅲ型SEM观察硫化胶磨耗表面形貌。
2 结果与讨论
2·1 结合橡胶含量
混炼胶中结合橡胶含量测定结果见表1。由表1可见,原位改性的C系列混炼胶中结合橡胶含量都明显大于直接共混的Z系列,表明白炭黑原位改性大大改善了橡胶与填料的结合,结合橡胶含量增大。此外,除P2的Mn小于P1,但Z2结合橡胶含量大于Z1外,其它试样无论是否进行原位改性,都体现为橡胶的Mn越大,结合橡胶含量越大。Z2结合橡胶含量大于Z1的原因可能是偶联作用,研究表明,锡偶联型SSBR分子链中的Sn—C键能够在混炼过程中断裂,与炭黑结合,提高结合橡胶含量[2]。本研究的试样P2偶联度为100%,Sn—C结构含量高,因此结合橡胶含量较大。将锡偶联型SSBR与线形SSBR比较可以看出,线形SSBR的结合橡胶含量明显低于锡偶联型SSBR。综上所述,白炭黑原位改性及橡胶相对分子质量大都有利于提高混炼胶中结合橡胶含量。
2·2 相对分子质量
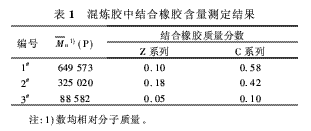
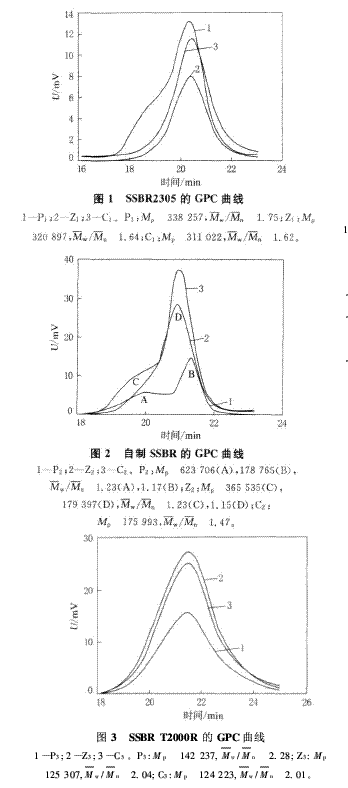
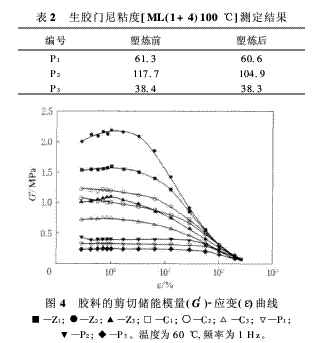
各类橡胶的GPC曲线分别如图1~3所示,U为转化的电信号,代表试样与溶剂折光率的差值,Mw为重均相对分子质量,Mp为峰值相对分子质量。由试验结果可知,1#,2#和3#样品的Mp都按P,Z,C的顺序依次减小,相对分子质量的多分散性也依次降低。萃取物来自浸泡过混炼胶的甲苯溶剂,因此除混炼机械力剪切引起大分子链断裂外,相对分子质量大的橡胶分子链吸附在填料表面形成结合橡胶而未被溶解和萃取,因此表现为萃取物的Mp减小,多分散性降低。机械力对SSBR塑炼作用效果的分析结果见表2。由表2可见,塑炼前后纯胶的门尼粘度值变化很小,这表明SSBR具有优异的耐过炼特性,因此,可排除机械力剪切引起的大分子链断裂。各试样Z和C系列混炼胶萃取物相对分子质量依次减小,与结合橡胶含量依次增大的规律相符,表明较高相对分子质量的橡胶分子链优先吸附,与填料表面形成结合橡胶,这也间接表明橡胶相对分子质量高有利于提高结合橡胶含量。
2·3 动态粘弹性能
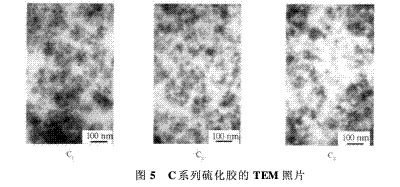
胶料的动态性能分析曲线如图4所示。由图4可以看出,3种试样显示出相似规律,白炭黑原位改性后的C系列试样Payne效应都明显低于直接共混样品的Z系列试样。Payne效应源于基体中填料大量聚结形成的网络结构,表现为随应变的增大填料网络结构不断破坏导致胶料模量急剧下降,表明填料分散不均匀、填料与基体结合不充分。试验结果表明,原位改性增强了填料与基体的界面结合,填料分散更均匀,网络化程度低。
2·4 TEM分析
白炭黑原位改性后制备的硫化胶TEM照片如图5所示。由图5可以看出,C系列的3种胶料中白炭黑的分散都很均匀,没有出现大量团聚现象。但相比C3,C2中白炭黑与基体的界面更加清晰,白炭黑表面与基体的接触面积更大,分散更加均匀。联系结合橡胶含量的测试结果判断,锡偶联型SSBR中结合橡胶含量大,白炭黑与基体相互作用更充分,白炭黑分散更均匀。
2·5 物理性能
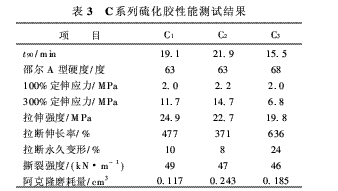
白炭黑原位改性后硫化胶(C系列)物理性能见表3。由表3可见,相对分子质量较高的C1和C2硫化胶的定伸应力、拉伸强度和撕裂强度都高于相对分子质量较低的C3硫化胶。阿克隆磨耗量从小到大的顺序为C1,C3,C2,与基体的相对分子质量及混炼胶的结合橡胶含量没有体现出直接对应关系。
C系列硫化胶磨耗表面的SEM照片如图6所示。
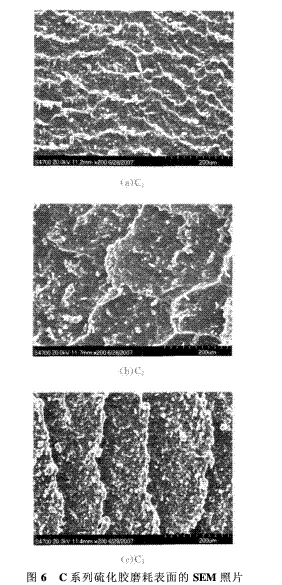
由图6可见,C1硫化胶磨损表面纹理很细,填料与橡胶结合紧密;C3硫化胶磨耗表面的粗糙程度次之,但能观察到其表面有较多填料裸露在外,能够与摩擦面直接接触。与较软的基体直接与摩擦面接触相比,刚性填料与摩擦面直接接触能够提高材料的耐磨性能[3],这可能是C3结合橡胶含量小但硫化胶磨耗量并不大的原因;C2硫化胶磨损表面纹理较粗糙,耐磨性能相对较差。
3 结论
(1)橡胶的相对分子质量大、分子链长有利于结合橡胶的形成,结合橡胶含量较大,填料的分散均匀性提高,网络化程度降低。
(2)锡偶联SSBR的相对分子质量较高,硫化胶物理性能较线形SSBR好;硫化胶的耐磨性能与结合橡胶含量无直接对应关系,填料与基体界面结合充分则耐磨性能好。
参考文献:
[1] Dutta N K,Choudhury N R.High-resolution solid state NMRinvestigation of
the filler-rubber interaction.PartⅢ.Investi-gation on the structure and formation
mechanism of carbongel in the carbon black-filled styrene-butadiene rubber[J].Rubber
Chemistry and Technology,2001,74(2):260-280.
[2]王 珍,赵素合.炭黑在锡偶联型SSBR中的分散性[J].合成橡胶工业,2001,24(4):228-230.
[3]王梦蛟.填料-弹性体相互作用对填充硫化胶滞后损失、湿摩擦性能和磨耗性能的影响[J].轮胎工业,2007,27(10):579-584.








